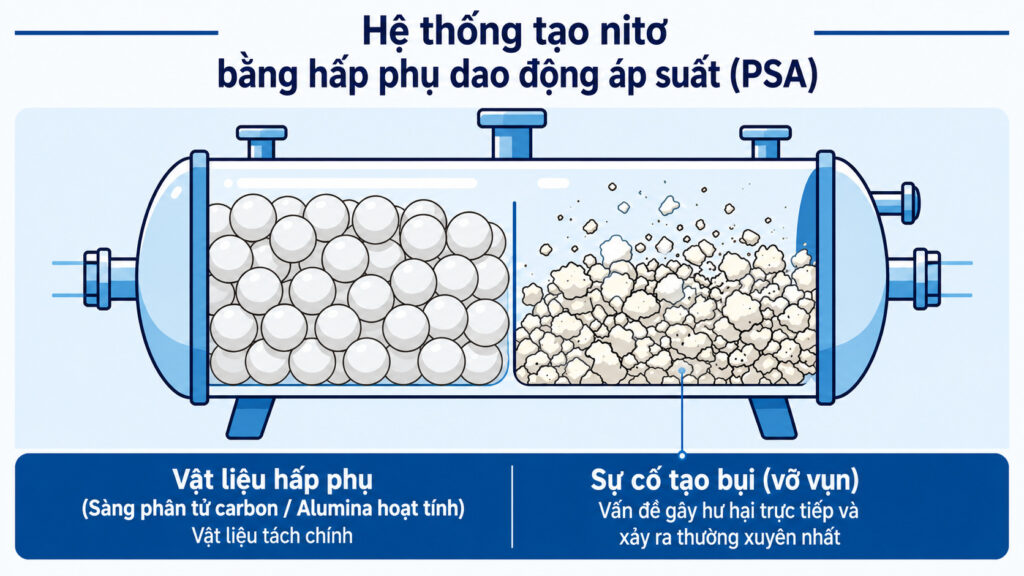
Trong Máy tạo khí nitơ PSA (Pressure Swing Adsorption), vật liệu hấp phụ — chủ yếu là Than Phân Tử Carbon (Carbon Molecular Sieve – CMS) và Oxit Nhôm Hoạt Tính (Activated Alumina) — đóng vai trò là môi trường tách khí cốt lõi. Hiện tượng bột hóa vật liệu hấp phụ là một trong những sự cố phổ biến nhất và gây ảnh hưởng nghiêm trọng nhất trong quá trình vận hành thực tế.
Ở mức độ nhẹ, hiện tượng này làm giảm độ tinh khiết nitơ và giảm lưu lượng khí đầu ra. Trong các trường hợp nghiêm trọng, bụi vật liệu hấp phụ có thể làm tắc đường ống, gây kẹt van, làm hỏng thiết bị đo lường phía sau và thậm chí buộc phải thay thế toàn bộ lớp vật liệu hấp phụ trong tháp.
Cách Nhanh Chóng Nhận Biết Hiện Tượng Bột Hóa Vật Liệu Hấp Phụ
Trước khi mở tháp hấp phụ để kiểm tra, kỹ thuật viên thường có thể xác định sự cố thông qua một số dấu hiệu trực quan sau đây.

1. Có Bụi Tại Đầu Ra Khí Nitơ
- Xuất hiện bột màu trắng hoặc màu đen tại đầu ra khí nitơ.
- Bụi tích tụ bên trong bộ giảm âm hoặc vỏ bộ lọc.
- Trong trường hợp nghiêm trọng, bụi có thể liên tục thoát ra trong quá trình vận hành.
2. Hiệu Suất Hệ Thống Suy Giảm Rõ Rệt
- Độ tinh khiết nitơ liên tục thấp hơn giá trị yêu cầu.
- Thời gian tăng áp kéo dài hơn bình thường.
- Mức tiêu thụ khí nén tăng lên.
- Việc điều chỉnh các thông số vận hành hầu như không mang lại hiệu quả.
3. Tiếng Ồn Và Rung Động Bất Thường
- Có thể nghe thấy tiếng va đập hoặc ma sát bên trong tháp hấp phụ.
- Độ rung của thiết bị tăng lên rõ rệt.
- Van khí nén phát ra âm thanh hoạt động bất thường.
Nếu xuất hiện đồng thời bất kỳ hai dấu hiệu nào ở trên, khả năng cao vật liệu hấp phụ đã bị bột hóa và cần tiến hành kiểm tra toàn diện.

Quy Trình Chẩn Đoán Theo 5 Bước
Một quy trình kiểm tra có hệ thống sẽ giúp xác định nguyên nhân gốc rễ nhanh chóng và giảm thiểu thời gian dừng máy.
Bước 1: Kiểm Tra Nguồn Khí Nén (Nguyên Nhân Phổ Biến Nhất)
Ưu tiên hàng đầu là xác định xem khí nén có chứa quá nhiều hơi nước, dầu hoặc bụi bẩn hay không.
- Hơi ẩm khiến vật liệu hấp phụ hút nước, trương nở và giảm độ bền cơ học.
- Dầu làm nhiễm bẩn bề mặt vật liệu hấp phụ, gây kết khối và thúc đẩy quá trình bột hóa.
- Các hạt rắn liên tục bào mòn lớp vật liệu hấp phụ.
Danh Mục Kiểm Tra
- Kiểm tra chênh áp trên máy sấy khí lạnh và các cấp lọc (lọc thô, lọc tinh và lọc than hoạt tính).
- Thay thế các lõi lọc bị tắc hoặc hư hỏng.
- Xả nước ngưng trong bình chứa khí và hệ thống đường ống.
- Đảm bảo máy sấy khí lạnh hoạt động bình thường.
Kết Luận
Nếu chất lượng khí nén không đạt yêu cầu, hiện tượng bột hóa sẽ tiếp tục tái diễn cho dù vật liệu hấp phụ đã được thay mới bao nhiêu lần. Vì vậy cần xử lý triệt để hệ thống khí nén trước tiên.
Bước 2: Kiểm Tra Độ Nén Chặt Và Hiện Tượng Lún Của Lớp Vật Liệu Hấp Phụ
Nếu lớp vật liệu hấp phụ không được nén chặt đúng cách, các hạt vật liệu sẽ dịch chuyển tự do trong quá trình cân bằng áp suất và chuyển đổi chu kỳ.
Sự va chạm liên tục giữa các hạt sẽ làm tăng tốc độ phá hủy cơ học và sinh bụi.
Danh Mục Kiểm Tra
- Dừng hệ thống và xả áp hoàn toàn.
- Mở cửa kiểm tra và quan sát xem có hiện tượng lún lớp vật liệu hoặc xuất hiện khoảng trống hay không.
- Kiểm tra các bộ phận ép chặt bằng lò xo hoặc khí nén để phát hiện sự lỏng lẻo hoặc hư hỏng.
- Kiểm tra lưới đỡ phía trên, phía dưới và các tấm đục lỗ xem có bị biến dạng hoặc xê dịch hay không.
Kết Luận
Mất lực nén lớp vật liệu hấp phụ là một trong những nguyên nhân chính gây phát tán bụi và thường xảy ra sau quá trình vận chuyển, rung động kéo dài hoặc bảo trì không đúng quy trình.
Bước 3: Kiểm Tra Hệ Thống Phân Phối Khí
Các bộ phân phối khí hoặc lưới đỡ bị hư hỏng có thể tạo ra dòng khí cục bộ có vận tốc rất cao.
Hiện tượng này thường được gọi là “Channeling Effect” hoặc “Tunneling Effect” và có thể phá hủy nhanh chóng các hạt vật liệu hấp phụ.
Danh Mục Kiểm Tra
- Kiểm tra các tấm phân phối khí và các bộ phận dẫn hướng dòng khí.
- Kiểm tra lưới đỡ phía trên và phía dưới xem có hư hỏng hoặc tắc nghẽn hay không.
- Kiểm tra xem vật liệu hấp phụ có bị rò rỉ qua các vị trí lưới bị hỏng hay không.
Kết Luận
Hiện tượng mài mòn cục bộ cho thấy dòng khí phân bố không đồng đều. Các bộ phận bên trong bị hỏng phải được sửa chữa hoặc thay thế trước khi nạp lại vật liệu hấp phụ.
Bước 4: Kiểm Tra Thông Số Vận Hành Và Hoạt Động Của Van
Điều kiện vận hành không phù hợp có thể tạo ra ứng suất cơ học quá lớn lên lớp vật liệu hấp phụ.
Ví dụ:
- Thời gian cân bằng áp suất quá ngắn.
- Chu kỳ chuyển đổi quá nhanh.
- Biến động áp suất lớn giữa giai đoạn hấp phụ và tái sinh.
Những yếu tố này liên tục tác động mạnh lên lớp vật liệu hấp phụ và đẩy nhanh quá trình bột hóa.
Danh Mục Kiểm Tra
Kiểm tra cài đặt PLC:
- Áp suất hấp phụ: 0,6–0,8 MPa
- Thời gian cân bằng áp suất: 3–5 giây
- Chu kỳ chuyển đổi: 60–90 giây
Ngoài ra:
- Kiểm tra tính đồng bộ của các van khí nén.
- Kiểm tra rò rỉ nội bộ hoặc rò rỉ chéo giữa các cổng van.
- Đo chênh áp qua tháp hấp phụ.
Trong điều kiện bình thường, chênh áp không nên vượt quá 0,02 MPa.
Kết Luận
Thông số vận hành không phù hợp thường gây bột hóa từ từ, trong khi sự cố van có thể gây hư hỏng nghiêm trọng trong thời gian ngắn.
Bước 5: Đánh Giá Chất Lượng Và Tuổi Thọ Vật Liệu Hấp Phụ
Các loại vật liệu hấp phụ chất lượng thấp thường có độ bền cơ học kém và dễ bị bột hóa hơn.
Ngay cả vật liệu hấp phụ chất lượng cao cũng sẽ suy giảm theo thời gian do:
- Thời gian sử dụng kéo dài.
- Tiếp xúc với độ ẩm.
- Tái sinh không đúng cách.
- Nhiễm bẩn bởi dầu.
Tuổi thọ trung bình của Than Phân Tử Carbon (CMS) trong điều kiện vận hành bình thường thường từ 5 đến 8 năm.
Danh Mục Kiểm Tra
Lấy mẫu vật liệu hấp phụ và đánh giá:
Trạng Thái Bình Thường
- Kích thước hạt đồng đều.
- Màu sắc và hình dạng nhất quán.
- Lượng bụi rất ít.
Dấu Hiệu Hư Hỏng
- Nhiều bột mịn.
- Kết khối hoặc đóng bánh.
- Có vết dầu.
- Có dấu hiệu nhiễm ẩm.
Kết Luận
Mức độ hư hỏng nhẹ có thể xử lý bằng cách sàng lọc và bổ sung vật liệu mới. Nếu hư hỏng nghiêm trọng, cần thay thế toàn bộ vật liệu hấp phụ.
Các Biện Pháp Khắc Phục Tại Hiện Trường
Sau khi xác nhận hiện tượng bột hóa, cần thực hiện các biện pháp xử lý phù hợp để ngăn ngừa sự cố tái diễn.
1. Dừng Máy Và Xả Áp
- Ngắt nguồn điện.
- Xả áp hoàn toàn hệ thống.
- Đảm bảo thông gió đầy đủ.
- Tuyệt đối không mở tháp khi còn áp suất.
2. Loại Bỏ Vật Liệu Hấp Phụ Bị Bột Hóa
- Làm sạch hoàn toàn vật liệu hấp phụ trong tháp.
- Loại bỏ toàn bộ bụi tích tụ.
- Vệ sinh đường ống, van, bộ giảm âm và các bộ phận liên quan.
3. Sửa Chữa Các Bộ Phận Bên Trong
- Thay thế lưới đỡ bị hư hỏng.
- Sửa chữa hoặc thay mới bộ phân phối khí.
- Khôi phục lực ép tiêu chuẩn của thiết bị nén chặt lớp vật liệu.
- Gia cố hệ thống giữ lớp vật liệu nếu cần thiết.
4. Nạp Lại Vật Liệu Hấp Phụ Mới
- Nạp vật liệu theo từng lớp.
- Đầm chặt đúng kỹ thuật.
- Tránh hình thành khoảng trống.
- Duy trì khoảng không giãn nở thích hợp phía trên lớp vật liệu.
- Khôi phục lực nén theo thiết kế.
5. Tối Ưu Hóa Thông Số Vận Hành
- Điều chỉnh trình tự cân bằng áp suất và chuyển đổi chu kỳ.
- Chạy thử ở áp suất thấp trong 1–2 chu kỳ.
- Đảm bảo không còn hiện tượng phát tán bụi hoặc tiếng ồn bất thường.
6. Bảo Vệ Thiết Bị Phía Sau
- Thay thế lõi lọc tinh.
- Lắp đặt bộ lọc bụi nếu cần.
- Bảo vệ máy phân tích, lưu lượng kế và thiết bị sử dụng khí khỏi nhiễm bẩn.
Chiến Lược Phòng Ngừa Dài Hạn
Biện pháp hiệu quả nhất là ngăn chặn hiện tượng bột hóa trước khi nó xảy ra.

Bảo Trì Hằng Ngày
- Xả nước ngưng mỗi ca làm việc.
- Kiểm tra chênh áp bộ lọc hằng tuần.
- Kiểm tra hệ thống nén chặt lớp vật liệu hằng tháng.
Bảo Trì Định Kỳ
- Thực hiện tái sinh vật liệu hấp phụ theo lịch bảo trì.
- Kiểm tra lưới đỡ và tình trạng lớp vật liệu hằng năm.
Thực Hành Vận Hành Tốt
- Tránh khởi động và dừng máy liên tục.
- Tránh thay đổi áp suất đột ngột.
- Tuân thủ đúng quy trình dừng máy và xả áp.
Quản Lý Phụ Tùng
- Chỉ sử dụng vật liệu hấp phụ đạt tiêu chuẩn và có độ bền cao.
- Không sử dụng các sản phẩm giá rẻ không đáp ứng yêu cầu cơ học.
Kết Luận
Hiện tượng bột hóa vật liệu hấp phụ không phải là một lỗi nhỏ trong bảo trì. Đây thường là kết quả của nhiều yếu tố kết hợp, bao gồm chất lượng khí nén kém, lớp vật liệu không được nén chặt, các bộ phận bên trong bị hư hỏng, thông số vận hành không phù hợp và sự suy giảm tự nhiên của vật liệu hấp phụ.
Bằng cách thực hiện quy trình chẩn đoán 5 bước nêu trên — từ kiểm tra chất lượng khí nén, độ nén lớp vật liệu, các bộ phận bên trong, thông số vận hành đến tình trạng vật liệu hấp phụ — người vận hành có thể nhanh chóng khôi phục hiệu suất hệ thống và đảm bảo độ tin cậy lâu dài.
Đối với hệ thống tạo khí nitơ PSA, việc ngăn ngừa hiện tượng bột hóa ngay từ giai đoạn đầu là yếu tố then chốt để bảo vệ tuổi thọ thiết bị, duy trì độ tinh khiết nitơ và đảm bảo an toàn vận hành.

