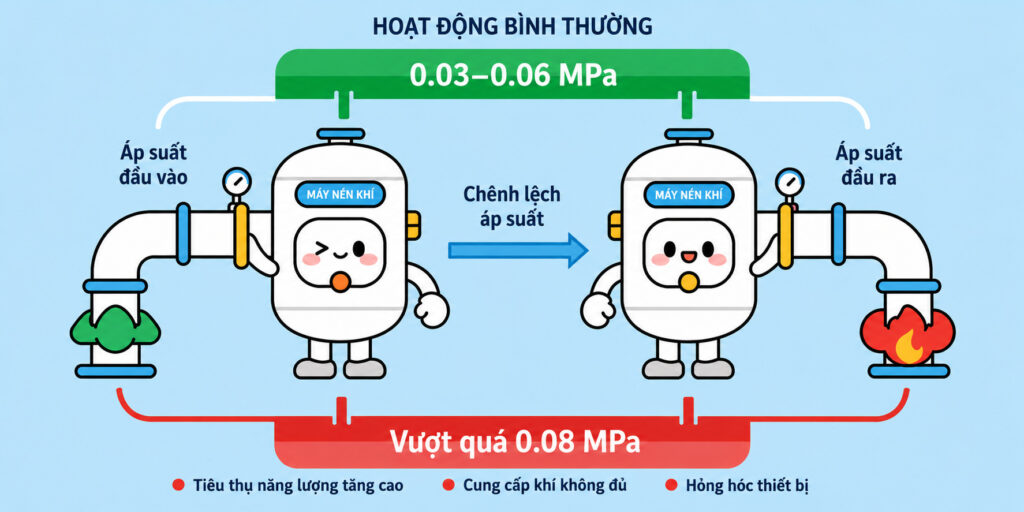
Trong hệ thống khí nén, tổn thất áp suất của máy sấy khí hấp phụ (chênh lệch áp suất giữa đầu vào và đầu ra) là một trong những chỉ số quan trọng phản ánh tình trạng vận hành của thiết bị. Trong điều kiện làm việc bình thường, tổn thất áp suất của máy sấy nên được duy trì trong khoảng 0,03–0,06 MPa. Nếu vượt quá 0,08 MPa, hệ thống sẽ tiêu thụ nhiều năng lượng hơn, lưu lượng khí cấp bị giảm và trong những trường hợp nghiêm trọng, có thể ảnh hưởng đến hoạt động bình thường của các thiết bị sản xuất ở phía hạ nguồn.
Khi xử lý tình trạng tổn thất áp suất quá lớn, nên tuân thủ nguyên tắc “kiểm tra bên ngoài trước, bên trong sau; xử lý những hạng mục đơn giản trước, phức tạp sau”, nhằm tránh việc tháo rời thiết bị không cần thiết. Dưới đây là quy trình kiểm tra và các giải pháp xử lý chi tiết.
Bước 1. Xác minh độ chính xác của phép đo áp suất để tránh chẩn đoán sai
Trước khi tiến hành kiểm tra, cần đảm bảo rằng số liệu về tổn thất áp suất là chính xác và đáng tin cậy.
- Kiểm tra xem đồng hồ đo áp suất ở đầu vào và đầu ra đã được hiệu chuẩn hay chưa (khuyến nghị hiệu chuẩn mỗi 6 tháng một lần). Đồng hồ phải còn nguyên vẹn, kim chỉ hoạt động linh hoạt và đường ống lấy áp không bị tắc.
- Nếu kim đồng hồ dao động mạnh, rất có thể cổng lấy áp đã bị tắc. Hãy tháo đường ống lấy áp và dùng khí nén thổi ngược để làm sạch.
- Kiểm tra điều kiện đo. Tổn thất áp suất thay đổi theo lưu lượng khí đầu vào, vì vậy việc đo phải được thực hiện khi máy hoạt động ở lưu lượng xử lý định mức. Nếu lưu lượng vượt quá công suất thiết kế, tổn thất áp suất sẽ tăng lên một cách tự nhiên.
- Nếu nhu cầu sử dụng khí thực tế vượt quá công suất của máy sấy, cần giảm tải hoặc thay thế bằng máy sấy có công suất lớn hơn, sau đó kiểm tra lại tổn thất áp suất.
Bước 2. Kiểm tra đường ống đầu vào và loại bỏ các trở lực bên ngoài
Đường ống đầu vào bị tắc hoặc lực cản tăng cao là một trong những nguyên nhân phổ biến gây ra tổn thất áp suất lớn.
Trước tiên, hãy kiểm tra bộ lọc sơ cấp.
- Nếu lõi lọc tinh lắp phía trước máy sấy (thường có độ lọc 3–5 μm) bị tắc, tổng tổn thất áp suất của hệ thống sẽ tăng lên đáng kể.
- Đóng van đầu vào và đầu ra của bộ lọc, xả áp rồi tháo nắp để kiểm tra lõi lọc. Nếu lõi lọc bị đen, biến dạng hoặc bám nhiều bụi bẩn, hoặc nếu chênh áp vượt quá 0,07 MPa (đối với các bộ lọc có chỉ báo chênh áp), cần thay thế ngay bằng lõi lọc đúng chủng loại. Trong điều kiện làm việc bình thường, nên thay lõi lọc 3–6 tháng một lần, và rút ngắn chu kỳ trong môi trường làm việc khắc nghiệt.
- Tiếp theo, kiểm tra các van đầu vào và đầu ra của máy sấy. Đảm bảo rằng các van đã được mở hoàn toàn. Đối với van tay, mở hết hành trình; đối với van khí nén, kiểm tra áp suất khí điều khiển và đảm bảo lõi van không bị kẹt.
- Van không mở hoàn toàn sẽ làm tăng lực cản cục bộ. Nếu cần, tháo van để vệ sinh hoặc thay thế bộ truyền động bị hỏng.
Bước 3. Kiểm tra tháp hấp phụ và các bộ phận quan trọng bên trong
Nếu không phát hiện bất thường ở hệ thống bên ngoài, cần tập trung kiểm tra bên trong tháp hấp phụ, vì đây thường là nguyên nhân chính gây tổn thất áp suất cao.
Trước hết, kiểm tra tình trạng của chất hấp phụ.
- Sau khi dừng máy và xả hết áp suất, mở cửa kiểm tra của tháp hấp phụ và lấy một lượng nhỏ chất hấp phụ (như nhôm oxit hoạt tính hoặc rây phân tử) để kiểm tra xem có bị vón cục, bị bột hóa hoặc nhiễm dầu hay không.
- Chất hấp phụ bị vón cục sẽ làm tắc đường lưu thông của khí, làm tăng trở lực dòng khí. Hiện tượng này thường do dầu hoặc nước xâm nhập, hoặc quá trình tái sinh không đầy đủ.
- Nếu chất hấp phụ bị bột hóa, nguyên nhân có thể là tốc độ dòng khí quá cao hoặc vật liệu đã lão hóa. Khi đó cần thay toàn bộ chất hấp phụ. Trong quá trình thay thế, phải nạp vật liệu theo từng lớp theo hướng dẫn của nhà sản xuất, tránh tạo khoảng rỗng và đảm bảo lượng nạp đạt tiêu chuẩn. Đồng thời, kiểm tra lưới giữ chất hấp phụ. Nếu lưới bị hỏng, bụi chất hấp phụ có thể đi vào hệ thống phía sau, vì vậy cần thay mới cùng lúc.
- Tiếp theo, kiểm tra bộ phân phối khí. Nếu tấm phân phối khí hoặc tấm đục lỗ bị bụi chất hấp phụ hoặc tạp chất làm tắc, dòng khí sẽ phân bố không đều và gây tăng trở lực cục bộ. Hãy tháo bộ phân phối và vệ sinh bằng khí nén để đảm bảo các lỗ thông hoàn toàn.
Bước 4. Kiểm tra van chuyển mạch và hệ thống đường ống bên trong
Sự cố ở van chuyển mạch (van điện từ hoặc van khí nén) cũng như các đường ống kết nối bên trong có thể gây ra tổn thất áp suất bất thường.
- Quan sát quá trình đóng mở của van để đảm bảo van hoạt động trơn tru, không bị kẹt và không bị rò rỉ khí. Có thể kiểm tra bằng cách lắng nghe tiếng rò rỉ hoặc sử dụng dung dịch xà phòng.
- Nếu van bị kẹt, nguyên nhân có thể do lõi van bị mài mòn hoặc có tạp chất bám bên trong. Hãy tháo van để vệ sinh lõi van và đế van, đồng thời thay thế các gioăng làm kín đã bị mòn.
- Nếu van bị rò rỉ bên trong, khí sẽ lưu thông giữa hai tháp hấp phụ, làm tăng trở lực dòng khí. Trong trường hợp này cần thay thế van bị hỏng.
- Đồng thời kiểm tra các đường ống nối giữa tháp hấp phụ và van chuyển mạch, cũng như đường ống tái sinh. Nếu phát hiện bụi hoặc cặn dầu bên trong, hãy thổi ngược bằng khí nén hoặc sử dụng dung dịch vệ sinh phù hợp, tránh làm ăn mòn vật liệu đường ống.
Bước 5. Kiểm tra đường ống đầu ra và loại bỏ áp suất ngược ở phía hạ nguồn
Đường ống đầu ra bị tắc hoặc áp suất ngược quá cao cũng có thể làm tăng tổn thất áp suất của máy sấy.
Trước tiên, kiểm tra bộ giảm thanh của khí tái sinh.
- Đối với máy sấy tái sinh không gia nhiệt hoặc có gia nhiệt, nếu bộ giảm thanh bị tắc, khí tái sinh sẽ không thể thoát ra ngoài bình thường, ảnh hưởng đến quá trình tái sinh và làm tăng tổn thất áp suất.
- Tháo bộ giảm thanh để vệ sinh bằng khí nén. Nếu bị tắc nghiêm trọng, nên thay mới. Khuyến nghị vệ sinh 6 tháng một lần.
- Đồng thời kiểm tra hệ thống đường ống phía sau máy sấy, bao gồm bình chứa khí, các bộ lọc và đường ống. Đo chênh lệch áp suất giữa bình chứa và đầu ra của máy sấy để đánh giá mức độ cản trở.
- Nếu chênh lệch áp suất vượt quá 0,03 MPa, cần vệ sinh đường ống hoặc thay thế các lõi lọc bị tắc ở phía hạ nguồn.
Bước 6. Thực hiện bảo trì định kỳ để ngăn ngừa sự cố tái diễn
Trong hầu hết các trường hợp, tổn thất áp suất lớn là hậu quả của việc bảo trì không đúng cách. Vì vậy, cần thực hiện các biện pháp sau:
- Thay lõi lọc sơ cấp định kỳ để ngăn dầu và tạp chất đi vào tháp hấp phụ.
- Kiểm soát chất lượng khí đầu vào. Nhiệt độ khí không được vượt quá 45°C, và hàm lượng dầu phải ≤0,01 mg/m³ để tránh làm giảm tuổi thọ của chất hấp phụ.
- Thực hiện quá trình tái sinh đúng theo hướng dẫn của nhà sản xuất. Đối với máy sấy có gia nhiệt, cần đảm bảo nhiệt độ tái sinh đạt yêu cầu; đối với máy sấy không gia nhiệt, cần đảm bảo lưu lượng khí tái sinh đầy đủ để tránh hiện tượng chất hấp phụ bị vón cục.
- Mỗi 1–2 năm, nên tiến hành bảo dưỡng tổng thể tháp hấp phụ, bao gồm vệ sinh bên trong, kiểm tra chất hấp phụ, lưới giữ và bộ phân phối khí, đồng thời thay thế kịp thời các bộ phận đã lão hóa.
Kết luận
Việc xử lý tình trạng tổn thất áp suất quá lớn của máy sấy khí hấp phụ cần được thực hiện theo từng bước, bắt đầu từ các hạng mục bên ngoài dễ kiểm tra trước khi chuyển sang các bộ phận quan trọng bên trong. Phương pháp này không chỉ giúp nâng cao hiệu quả chẩn đoán mà còn hạn chế việc tháo lắp và hư hỏng thiết bị không cần thiết.
Nếu sau khi hoàn thành toàn bộ các bước trên mà tổn thất áp suất vẫn không trở về mức bình thường, nguyên nhân có thể xuất phát từ thiết kế của thiết bị, chẳng hạn như tháp hấp phụ có dung tích quá nhỏ hoặc kết cấu đường dẫn khí chưa hợp lý. Trong trường hợp này, nên liên hệ với nhà sản xuất để được tư vấn cải tiến kỹ thuật hoặc lựa chọn model máy sấy phù hợp hơn với điều kiện vận hành thực tế.

